LSAW鋼管API5L 5CT ASTM A53 EN10217
標準:API 5L、API 5CT、ASTM 53、EN10217、DIN2458。IS3589、GB / T3091、GB / T9711
証明書:API 5L PSL1 / PSL2、API 5CT
外径:323.9mm-1820mm(12 ''-72 '')
肉厚:5.0〜50mm
長さ:6 – 12m
鋼種:API 5L:GR B、X42、X46、X56、X60、X65、X70
ASTM A53:GR A、GR B、GR C
EN:S275、S275JR、S355JRH、S355J2H
GB:Q195、Q215、Q235、Q345、L175、L210、L245、L320、L360- L555
表面:フュージョンボンドエポキシコーティング、コールタールエポキシ、3PE、バニッシュコーティング、ビチューメンコーティング、ブラックオイルコーティング(お客様のご要望に応じて)
試験:化学成分分析、機械的特性(極限引張強さ、降伏強さ、伸び)、技術的性質(平坦化試験、曲げ試験、ブロー試験、衝撃試験)、外観サイズ検査、静水圧試験、X線試験。
ミルテスト証明書:EN 10204 / 3.1B
使用法:水、ガス、石油などの低圧液体供給に使用されます。
LSAWパイプとSSAWパイプの違い
APILSAWパイプ製造プロセス
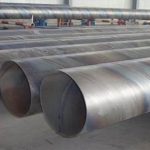
LSAWパイプ(縦型サブマージアーク溶接パイプ)、SAWLパイプとも呼ばれます。鋼板を原料とし、成形機で成形し、両面サブマージアーク溶接を行います。このプロセスにより、LSAW鋼管は、優れた延性、溶接靭性、均一性、可塑性、および優れたシーリングを実現します。
SSAWパイプ(HSAWパイプ)製造プロセス
SSAWパイプ(スパイラルサブマージアーク溶接パイプ)、HSAWパイプ(ヘリカルSAW)とも呼ばれ、らせんのような溶接ライン形状。 LSAWパイプを使用したサブマージアーク溶接と同じ溶接技術を使用しています。異なる方法で、SSAWパイプは、LSAWが縦方向に溶接されるスパイラル溶接です。製造工程では、鋼帯を圧延し、圧延方向がパイプ中心の方向と角度をなすようにし、成形および溶接するため、溶接シームはらせん状になります。
LSAWパイプの用途
石油・ガスパイプライン、特に高強度・長距離の大口径・厚肉パイプラインに幅広く採用されています。一方、強靭な強度を必要とする構造物の建設、水処理、熱処理、橋梁建設など。API仕様によると、LSAWパイプ(SAWLパイプまたはJCOEパイプ)は、大規模な石油およびガス輸送に特別に指定されています。都市、海、および市街地を横断するパイプライン。これらはクラス1とクラス2の領域です。
品質保証:
パイプのダブルまたはトリプルマーキング、内部マーキングおよび外部マーキングは問題ありません。
真直度の保証、真円度の許容範囲外の保証、
品質マネジメントシステム:WPS / ITP /生産時の定期点検
品質管理計画(QCP / ITP):
材料プレートの100%超音波欠陥検出。
溶接後の100%自動オンラインUTテスト。
100%全長シームX線検査;
100%内部溶接ライン産業用TVテスト。
100%静水圧試験;
静水圧試験後の100%自動オンラインシームUT試験、拡張;
100%X線テストを行い、パイプの端にX線フィルムまたは画像を記録します。
100%パイプ外観およびプレート外観検査、
上記のすべてのテストは品質管理部門によって進められます。目的は、当社の製品が標準要件を満たし、ユーザーを満足させることを保証することです。